Safety Engineered.
Performance Delivered.
We design and manufacture mobile elevating work platforms trusted in the world’s most demanding, mission-critical environments.
Product Lines
Explosion Proof Lifts

Glass Lifting Equipment
Mini Crane Telehandlers
Clean Room Man Lifts
Collision Avoidance Systems
Data Center Solutions
Atttachments




.avif)


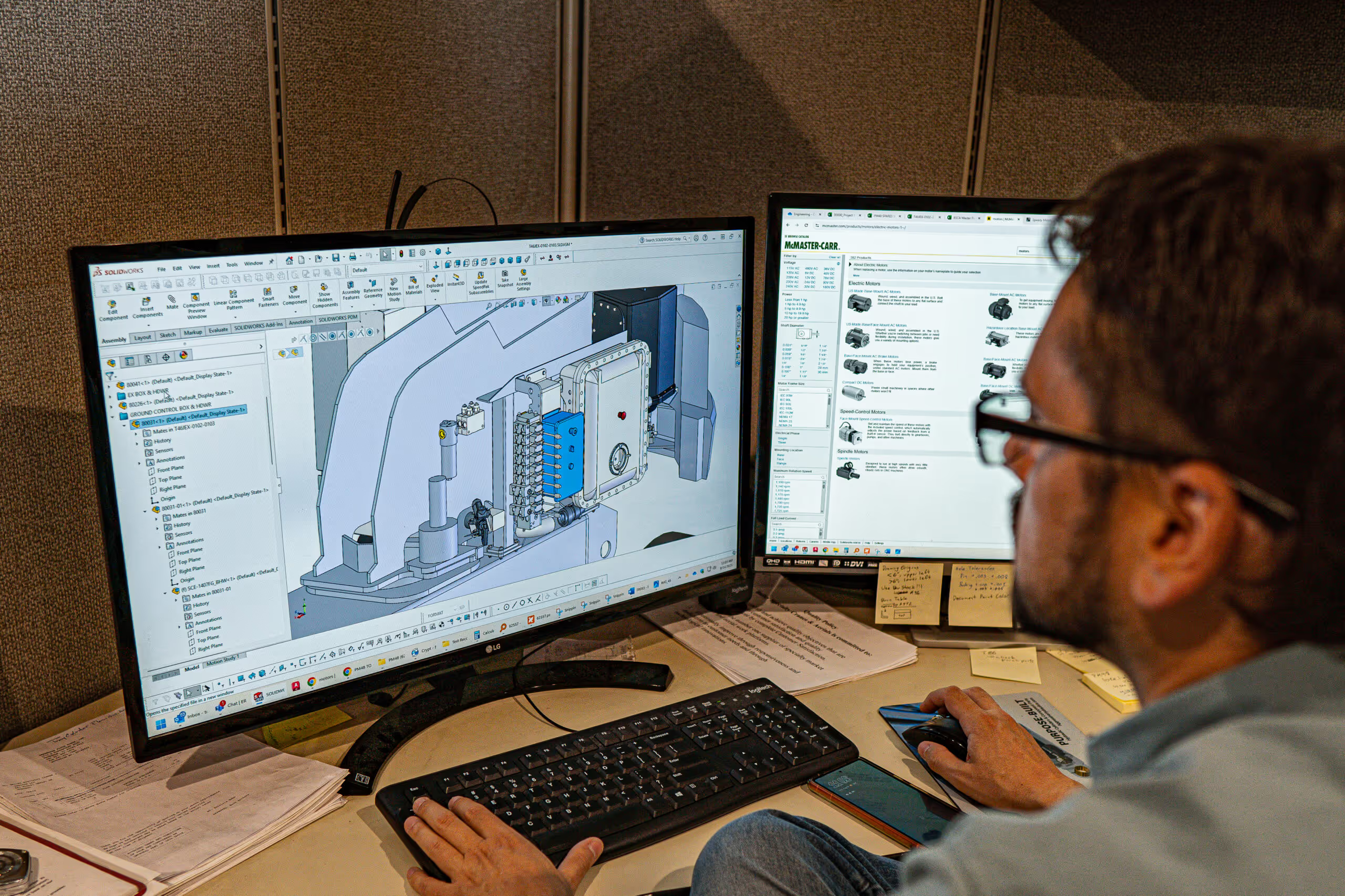
Engineered for Complex Environments
We specialize in delivering solutions to complex lifting problems that off-the-shelf machines simply can’t





Product Lines
Explosion Proof Lifts

Glass Lifting Equipment
Mini Crane Telehandlers
Clean Room Man Lifts
Collision Avoidance Systems
Data Center Solutions
Attachments
Customizer
Build out all the features you need with our specially developed customizer
Open Customizer



.png)