





Most facilities considering collision avoidance already own working cranes. Replacing perfectly serviceable equipment just to gain a safety feature rarely makes financial sense — and it's not necessary. Modern collision avoidance systems can be retrofitted onto existing overhead, gantry, jib, and mobile cranes for a fraction of the cost of new equipment. But not every crane is a good candidate, and not every retrofit delivers the safety improvement you expect. This article covers the practical realities.
When a Retrofit Makes Sense
A retrofit is the right call when the crane itself still has years of useful life and the only thing missing is the sensing layer. The four conditions below are the strongest indicators that retrofit will work cleanly.
Modern Drive Controls
Variable frequency drives (VFDs) and PLC-based controls accept external signals cleanly. The collision avoidance controller can trigger a slowdown or stop command without invasive rewiring of the crane's motor circuits.
Crane Under 15 Years Old
Cranes manufactured after roughly 2010 typically have control architectures compatible with sensor integration. Documentation is usually still available, and structural components meet current ANSI standards.
Accessible Mounting Points
Sensors need clear sightlines and stable mounting locations on the trolley, bridge ends, or boom. Cranes with open structural members and external control cabinets retrofit faster than fully enclosed designs.
Identified Risk Pattern
The strongest retrofit business cases involve a documented incident, near-miss log, or insurance requirement. When you can name the specific risk zone, the retrofit becomes a targeted intervention — not a vague upgrade.

Cranes with modern VFD drives and accessible structural mounting points are typically strong retrofit candidates.
When a Retrofit Doesn't Work
Sometimes the honest answer is "this isn't the right crane for a retrofit." Pushing a retrofit onto incompatible equipment produces a system that either underperforms or creates new safety problems. Watch for these red flags before quoting.
A note on safety theater: A poorly integrated retrofit that only triggers a warning buzzer — but doesn't actually stop the crane — gives operators a false sense of protection. If the existing control system won't accept an automatic stop signal, the retrofit should be reconsidered, not accepted with reduced functionality.
Anatomy of a Retrofit Installation
A complete crane collision avoidance retrofit has four physical and electrical components. Skipping or shortcutting any of them compromises the system.
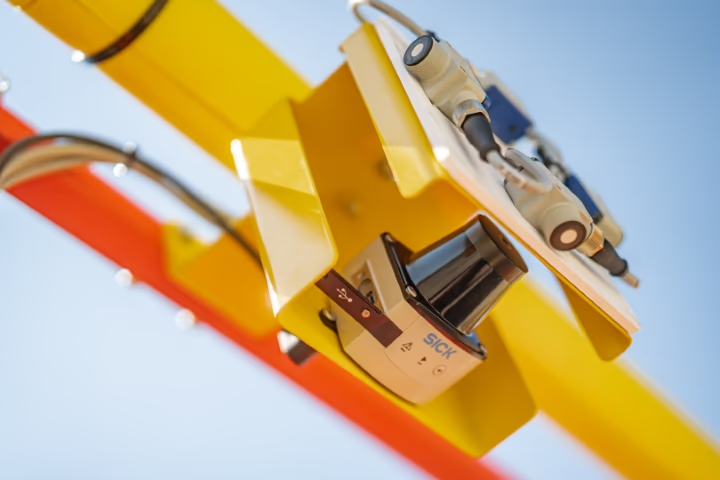
1. Sensor Array
Laser, LIDAR, ultrasonic, or radar units mounted on the trolley, bridge ends, or boom tip. Quantity and type depend on operating envelope and environment (dust, lighting, vibration).
2. Controller Unit
A weatherproof control box housing the processing unit, zone configuration memory, and event logging. Typically mounted near the existing crane control cabinet for easy maintenance access.
3. Drive Integration
The most critical part. The controller's stop output is wired into the crane's drive enable circuit so detection events produce a real motion stop — not just a warning. Done properly, response time is under 100 ms.
4. Operator Interface
Status indicators visible from the operator's position — typically a multi-color light stack and an audible alarm. Some systems include a small display showing detected object distance and direction.

A complete retrofit integrates sensors, a controller, drive-level stop integration, and operator-facing feedback.
What Retrofits Actually Cost
Pricing varies based on sensor type, number of sensing axes, drive integration complexity, and site conditions. The ranges below reflect what most U.S. industrial facilities pay for a complete, professionally installed retrofit including engineering, materials, installation labor, commissioning, and operator training.
| Crane Type | Sensor Count | Typical Cost Range | Installation Time |
|---|---|---|---|
| Single-axis Jib / Workstation Crane | 2–4 sensors | $12K – $25K | 2 days |
| Overhead Bridge Crane (under 10-ton) | 4–6 sensors | $25K – $45K | 3–4 days |
| Overhead Bridge Crane (10–50 ton) | 6–10 sensors | $45K – $80K | 4–5 days |
| Multi-bridge or Heavy Industrial | Custom | $80K+ (custom) | 5–10 days |
For comparison, a new crane of equivalent capacity typically runs 5–15× the cost of a retrofit. For facilities with sound existing equipment, retrofit is usually the clear economic choice.
The Installation Process, Step by Step
Done correctly, a retrofit is a planned project — not a quick hardware bolt-on. The phases below are standard for any reputable installer.
1. Site Survey
An installer reviews the crane's controls, structural layout, and operating environment. The output is a site-specific design with sensor placement, zone geometry, and an integration plan for the drive circuit.
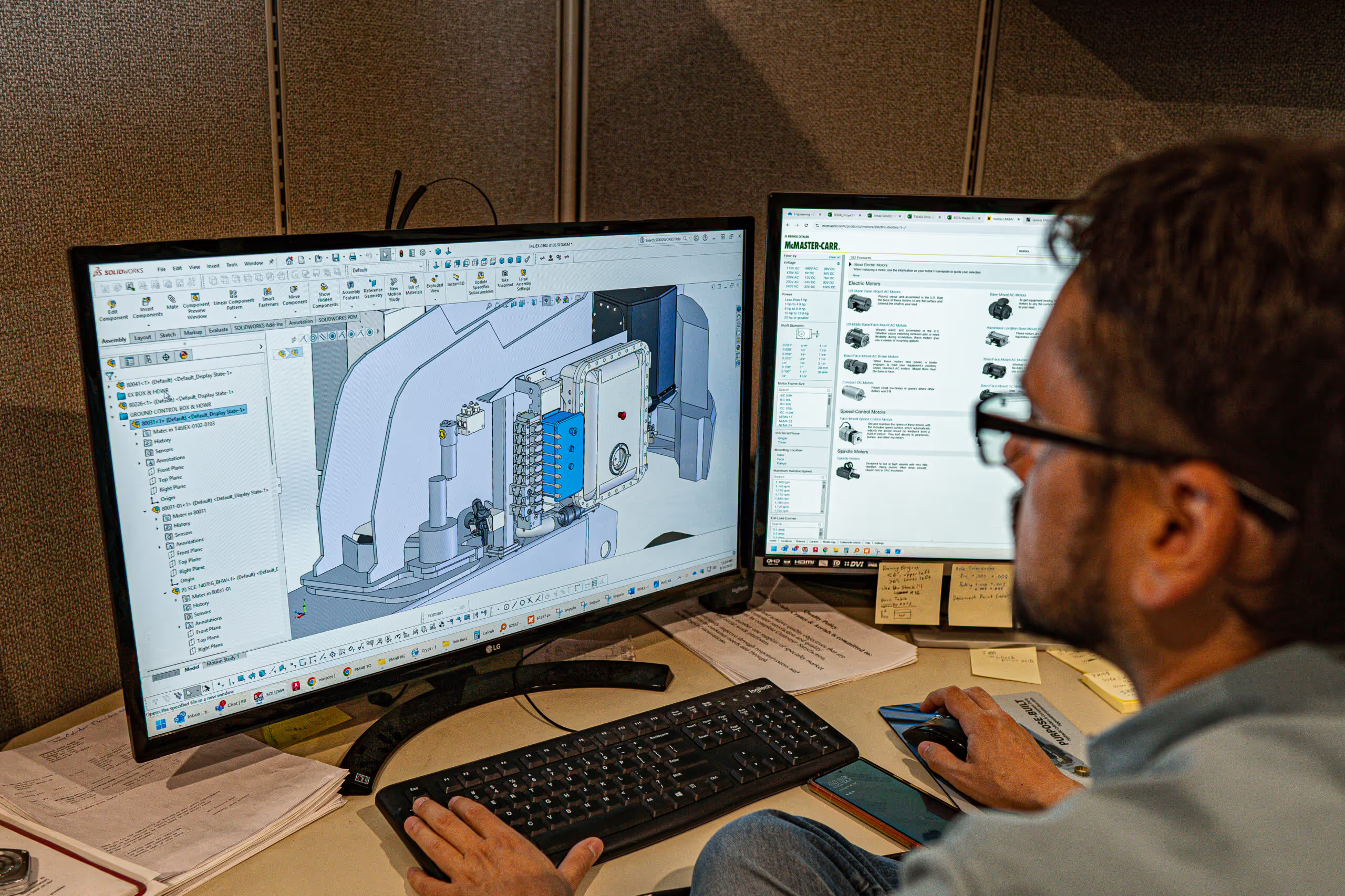
2. Engineering & Approval
Drawings are produced and reviewed with facility engineering and EHS. Sign-off here prevents expensive rework — especially in regulated industries where every modification needs documentation.
3. Installation & Wiring
Sensors and the controller are mounted, cables are run in conduit, and the controller is wired into the crane's existing control circuit. The crane is locked out for this phase.
4. Commissioning
Zone boundaries are configured for the actual operating envelope, the stop output is verified at multiple positions, and the system is tested with real-world obstacles. Documentation is finalized.
5. Operator Training
Crane operators are trained on the new system — what the indicators mean, how the override works, and what they're responsible for documenting. This step is regularly underbudgeted but is what determines whether the system actually gets used.
Common Retrofit Pitfalls
The retrofits that fail in service almost always fail for predictable reasons. Avoid these and the system will perform.

Operator-visible feedback and event logging are what turn a retrofit from a compliance checkbox into a daily safety tool.
Retrofit vs. New Equipment: Quick Decision Matrix
If you're still on the fence, the table below summarizes the trade-offs that drive most decisions.
| Factor | Retrofit Wins When… | New Equipment Wins When… |
|---|---|---|
| Crane Age | < 15 years, documented service history | > 20 years or near rated service-life limit |
| Drive Architecture | VFD / PLC with documented I/O | Relay-logic or undocumented legacy controls |
| Structural Condition | No deficiencies in recent inspection | Active deficiencies or fatigue concerns |
| Total Cost | Retrofit fits 10–20% of new-equipment budget | Capital plan already approved for replacement |
| Recommendation | Retrofit | Replace with collision-avoidance-integrated equipment |
Bailey Cranes Retrofit Capability
Bailey Specialty Cranes & Aerials provides full-stack retrofit engineering — from site survey and sensor specification through drive integration and operator training. Our installers are engineering staff, not third-party subcontractors, which means the same team that designs the system installs and commissions it. We work on existing Bailey equipment and on cranes from other manufacturers.
Bailey Collision Avoidance Systems
LIDAR-primary sensor systems with sub-100 ms response time, multi-zone configurability, full drive integration, event logging, and operator-visible status. IP67-rated for industrial environments; ANSI B30 and OSHA 1910.179-aligned documentation.
Custom Retrofit Engineering
For non-Bailey cranes or complex installations — multi-bridge facilities, hazardous-location cranes, or unusual sensing environments — our engineering team designs the integration from the ground up.
Comparing Sensor Types
For a deeper comparison of laser, radar, LIDAR, and AI vision sensor systems — and how to match sensor technology to your facility's environment — read our Complete Buyer's Guide to crane collision avoidance.
Frequently Asked Questions
Most retrofits complete in 2–5 days of on-crane work. A simple jib or workstation crane finishes in two days; a larger overhead bridge crane with multi-axis sensing takes four to five. Engineering and approval before installation typically add another two to four weeks, depending on facility review timelines.
For cranes still under manufacturer warranty, confirm directly with the OEM. Most modern crane manufacturers explicitly allow approved safety system integrations. For cranes past warranty, this is not a concern. Bailey installations are documented to support warranty conversations with any OEM.
Yes — but the sensor and controller hardware must carry the appropriate hazardous-location ratings (Class I Div 1 or Div 2, ATEX, IECEx, depending on the zone). Bailey supplies IP67 sensors with explosion-proof options for paint hangars, chemical processing, and other Class I environments.
The crane is locked out and tagged out for the wiring and sensor installation phases — typically two to three of the total install days. Commissioning and final testing can sometimes be done in shift gaps. We work with facility production schedules to minimize disruption, including weekend or off-shift installation when needed.
A properly engineered and documented retrofit supports compliance with OSHA 1910.179 (overhead and gantry cranes), OSHA 1926.1400 (construction), and ANSI B30 series standards. The collision avoidance system is a complement to — not a replacement for — your written rigging and lift plan and operator certification program.
Yes. Bailey retrofits cranes from any manufacturer — Konecranes, Demag, Street, Spanco, Gorbel, Harrington, and others. The retrofit feasibility depends on the crane's control architecture, not its brand. Our site survey identifies the integration path before any work is quoted.
The fastest way to know whether your existing cranes are good retrofit candidates is a brief site survey. We review your control architecture, structural mounting options, and operating environment, then provide a fixed-price quote with timeline. Most facilities make the retrofit decision within two weeks of the survey.